


WHAT IS INJECTION MOLD TEMPERATURE? WHY DOES IT DIRECTLY AFFECT PRODUCT QUALITY?
Injection mold temperature refers to the temperature of the mold during the entire process in which molten plastic is injected, cooled, and formed into the final product. This is a critical parameter that directly influences the solidification process of plastic and the final product quality.
The mold does not only shape the product but also acts as a heat exchanger, allowing the plastic to cool down gradually and achieve a stable structure. Mold temperature affects material crystallization, shrinkage after cooling, and surface gloss. If mold temperature is not maintained consistently, these factors continuously fluctuate, leading to uneven product quality. In other words, unstable mold temperature means plastic product quality cannot be precisely controlled.
(Source: Internet)
TYPES OF PLASTIC PRODUCT DEFECTS CAUSED BY INAPPROPRIATE MOLD TEMPERATURE
Excessively High Mold Temperature
When mold temperature is too high, plastic takes longer to solidify. This makes products more prone to deformation and warpage after ejection. Prolonged cooling time also increases cycle time, reducing overall productivity. Additionally, the system consumes more electricity to maintain high temperatures, resulting in higher operating costs.
Excessively Low Mold Temperature
Conversely, when mold temperature is too low, plastic may solidify too quickly, causing short shots, visible weld lines, or rough and dull surfaces. In many cases, products become more brittle, with reduced mechanical strength and a higher risk of cracking during use.
Unstable Mold Temperature Between Cycles
This is the most common cause of plastic product defects. When mold temperature fluctuates between cycles or production shifts, product quality becomes inconsistent and difficult to control. As a result, scrap rates increase, along with recycling costs and time spent handling defective products.

(Source: Internet)
CAUSES OF UNSTABLE MOLD TEMPERATURE IN PLASTIC FACTORIES
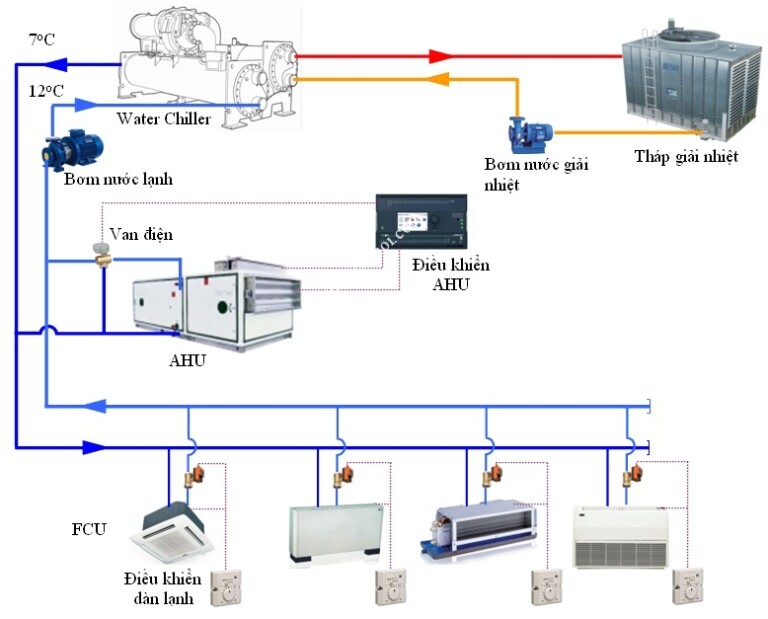
One of the main causes lies in the cooling system. Many factories use chillers with insufficient capacity or outdated ON/OFF chillers with poor load control, leading to fluctuations in cooling water temperature. In addition, unstable inlet water temperature or scale buildup inside pipelines reduces heat exchange efficiency.
From an operational perspective, the lack of real-time mold temperature monitoring, manual adjustments, and poor synchronization between injection machines also make it difficult to maintain stable mold temperature. All these factors contribute to an increase in plastic product defects caused by mold temperature.
(Source: Internet)
SOLUTIONS TO REDUCE PLASTIC PRODUCT DEFECTS: CONTROLLING MOLD TEMPERATURE WITH AN EFFICIENT CHILLER SYSTEM
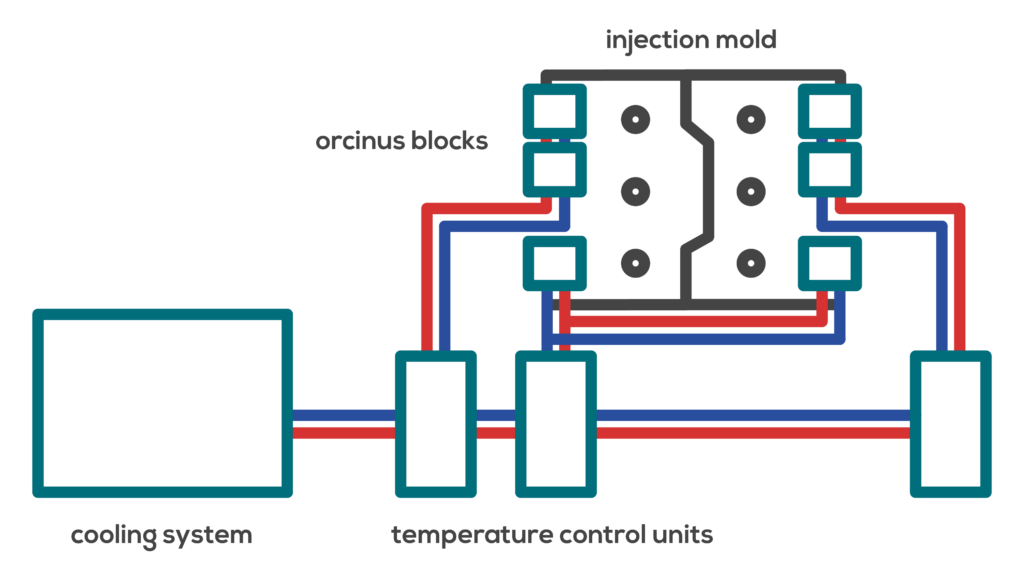
The Role of Chillers in Plastic Injection Molding
Chillers supply stable cooling water to injection molds, maintaining mold temperature at the required setpoint. When the cooling system operates efficiently, cooling time is shortened, molding cycles become more stable, and product quality remains highly repeatable across production shifts.
Why Choose White Cool DC Inverter Chillers?
White Cool DC Inverter chillers apply inverter technology, allowing capacity adjustment according to actual load instead of running continuously at full capacity. As a result, cooling water temperature remains stable, reducing mold temperature fluctuations to within ±0.5°C.
For plastic factories, this solution significantly reduces plastic product defects caused by mold temperature, while saving 20–40% in energy consumption compared to conventional chillers. White Cool offers both air-cooled and water-cooled chillers, flexibly designed to match injection machine capacity, mold quantity, and specific operating conditions of each factory.


PRACTICAL BENEFITS OF OPTIMIZING MOLD TEMPERATURE WITH THE RIGHT CHILLER
When mold temperature is properly controlled, scrap rates decrease significantly, molding cycles become shorter, and output per shift increases. Consistent product quality enhances customer trust and helps build a professional manufacturing image. At the same time, reduced energy consumption and material waste contribute to cost optimization and support sustainable, green manufacturing goals.
CONCLUSION
Plastic product defects caused by mold temperature are common technical issues but can be fully controlled if manufacturers invest in the right cooling system. Reviewing and optimizing the existing chiller system is a crucial step toward improving both product quality and production efficiency.
Contact White Cool today for expert consultation on DC Inverter chiller solutions, a comprehensive evaluation of your current cooling system, and a detailed, cost-optimized quotation tailored to your plastic factory.