


WHAT IS PLASTIC INJECTION MOLD TEMPERATURE AND WHY IS STABILITY NECESSARY?
Mold temperature is the surface temperature of the mold throughout the plastic injection molding cycle, directly affecting the solidification process of the material. This is a fundamental parameter that determines the cooling rate, shrinkage, and surface quality of the product.
When mold temperature is not stably controlled, technical problems quickly arise. Overheating molds easily cause burrs, warping, and prolong cooling time. Conversely, molds that are too cold can lead to insufficient plastic, poor surface finish, or brittle products with poor mechanical properties.
In industrial production, especially mass production and export, the allowable temperature fluctuation is usually only ±0.5 – ±1°C. Therefore, maintaining a stable mold temperature is not only a technical requirement, but also a condition for ensuring product quality and consistency.
(Quote from network source) SIGNS OF UNSTABLE PLASTIC INJECTION MOLD TEMPERATURE
Factories can quickly identify unstable plastic injection mold temperatures through several typical signs. Injection cycles often vary between shifts even without changing the set parameters. The temperature displayed on the injection molding machine fluctuates continuously, making it difficult to maintain the initial set value.
On the product side, defects appear repeatedly but without a clear pattern, making quality control difficult. In addition, the cooling system frequently experiences continuous chiller operation without reaching the desired temperature, leading to abnormally high power consumption.
CAUSES OF UNSTABLE PLASTIC INJECTION MOLD TEMPERATURE
The first common cause stems from an improperly designed mold cooling system. Insufficient water flow or uneven distribution between cooling channels prevents uniform cooling of the mold. Additionally, clogged or clogged mold pipes after prolonged operation also reduce heat exchange efficiency.
Another important cause is the use of ON/OFF chillers in a variable load environment. In practice, plastic injection molding machines often change products and the number of machines running per shift. Traditional chillers, when running at full load, often cause excess cooling, then shut down the machine, leading to insufficient cooling. This cycle repeats continuously, causing unstable and fluctuating mold temperatures over time.
Furthermore, inaccurate control of the water supply temperature to the mold is also a major contributing factor. High temperature deviations and slow response times cause the system to constantly "chase" the temperature instead of maintaining stability.
Finally, many factories encounter problems due to a lack of synchronization between the press, mold, and chiller. When each system operates independently, without a comprehensive solution for the entire line, achieving stable mold temperature control is nearly impossible.
CONSEQUENCES OF UNSTABLE PLASTIC INJECTION MOLD TEMPERATURES
The consequences of unstable plastic injection mold temperatures extend beyond technical errors, directly impacting costs and production efficiency. Increased scrap rates drive up raw material costs. Longer molding cycles reduce the actual output of the production line.
In the long term, molds and injection molding machines experience greater wear and tear due to operating under unstable temperatures. Simultaneously, energy consumption increases because chillers and cooling systems constantly operate in a "temperature compensation" state, running more but with lower efficiency.
(Quote from network source) PLASTIC INJECTION MOLD TEMPERATURE STABILIZATION SOLUTIONS FROM COOLING SYSTEMS
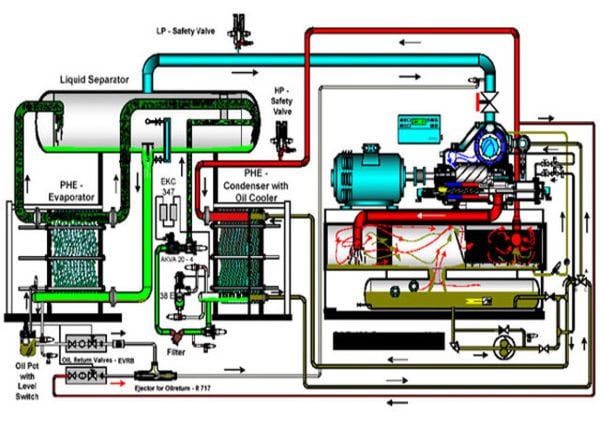
To thoroughly address the issue of unstable plastic injection mold temperatures, a system-wide approach is needed, rather than addressing individual components. The core principle is cooling the right load – at the right time – at the right temperature.
A suitable chiller system for the plastics industry needs to be able to flexibly adjust power output according to actual load, precisely control feedwater temperature, and operate stably 24/7. When the feedwater temperature for the mold is kept stable, the mold will maintain a uniform temperature, ensuring a stable injection cycle and reducing product defects.
WHITE COOL DC INVERTER CHILLER - THE IDEAL SOLUTION FOR PLASTIC FACTORIES
Among current solutions, the DC Inverter chiller is considered the ideal choice for plastic factories with variable loads. White Cool's DC Inverter chiller is designed to adjust power output according to actual load within the 0–100% range, instead of simply running ON/OFF.
Thanks to its precise control capabilities, the temperature of the water supplied to the molds can be maintained stably at ±0.5°C, significantly reducing temperature fluctuations between production shifts. This offers clear benefits: more stable mold temperatures, uniform injection cycles, and reduced energy consumption compared to traditional chillers.
This solution is particularly suitable for plastic factories with multiple molds, continuous production lines, and high product quality requirements.


CONCLUSION
Unstable plastic injection mold temperatures are not a minor issue, but a systemic problem involving the mold, injection molding machine, cooling system, and chiller. When properly analyzed and addressed, businesses can improve product quality, reduce electricity costs, and increase the stability of the entire production line.
Contact White Cool for advice on chiller solutions tailored to your specific load, mold cooling system assessment, and a quote for air-cooled or water-cooled DC inverter chillers for your plastics factory.